





关键词 |
钢丝绳芯输送带接头胶料 |
面向地区 |
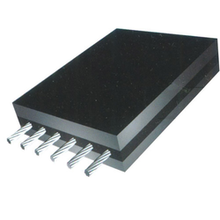
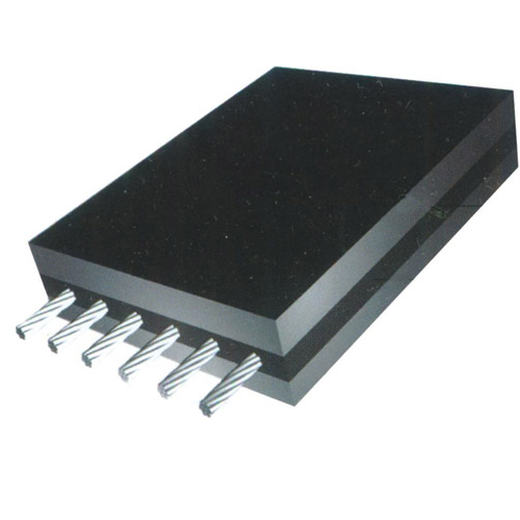
钢丝绳芯输送带接头胶料薄芯胶片的使用
有的橡胶厂说明书上有钢丝绳上包芯胶薄胶片的工艺过程。如,中南橡胶厂。使用方法:将刷好胶浆的钢丝绳包复一层芯胶胶片,此胶片为特制,其厚度为1.0-1.5mm。对钢丝绳间距较小的钢丝绳,为防止搭接时造成困难,可以只包一个上的钢丝绳。包好胶片后,即可将两个头的钢丝绳按规定的形式尺寸排列好,然后在其上下两面各贴一层芯胶片。其目的在于钢丝绳的平均有效间距,同时固定钢丝绳排列均匀一致,提高硫化接头强度,建议大家采用。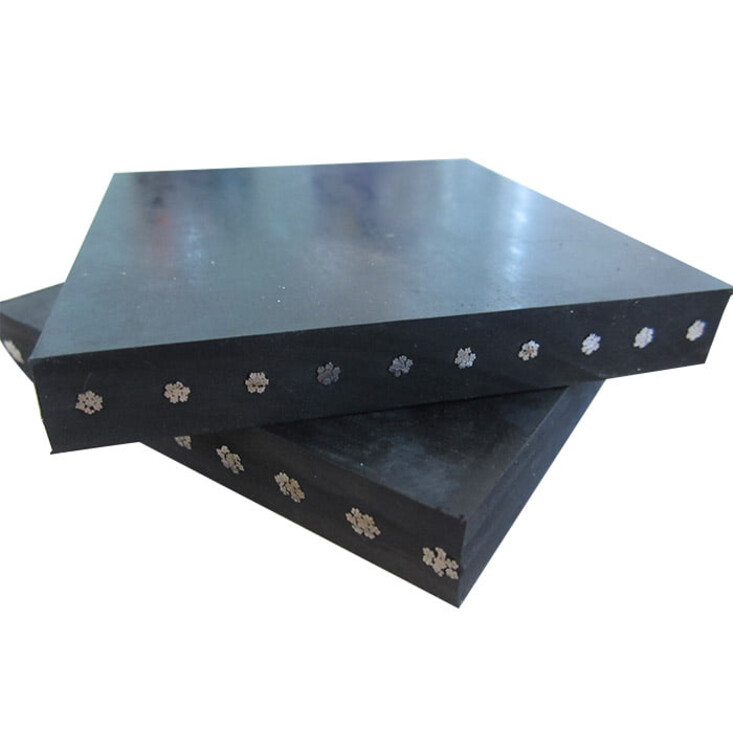
钢丝绳接头胶料硫化器应具有的技术特征
1.钢丝绳接头胶料安装、拆卸方便、重量轻、主要部件为铝合金;
2.钢丝绳接头胶料部件有够的强度和刚度,变形量小;
3.钢丝绳接头胶料热板工作面平整光洁;
4.钢丝绳接头胶料施加工作压力后缝隙小于0.5mm;
5.钢丝绳接头胶料升温快,从环境温度升至标准硫化温度的时间应在30-50分钟之间;
6.钢丝绳接头胶料上、下热板温升均匀一致,工作面各点温差在±2.5℃以内;
7.钢丝绳接头胶料热板单位压力可加至2.8MPa以上;
8钢丝绳接头胶料.热板长度、宽度与被硫化皮带的尺寸关系为:长度比接头长度长300mm以上,宽度比接头宽150mm以上。
钢丝绳芯输送带接头胶料注意:
(一)钢丝绳芯输送带接头胶料硫化接头用汽油采用120#溶剂汽油或120#航空汽油,严禁用低标号或劣质汽油替代。
(二)若剥离钢丝绳发现附胶和钢丝绳已分离(即俗称的“离骨”),钢丝绳芯输送带接头胶料将钢丝绳上的附胶除净,用120#汽油清洗干净。涂刷胶浆次数要比钢丝绳上有附胶时多三次以上。
玉林本地钢丝绳芯输送带接头胶料热销信息